ժҪ��ᘌ�ơ�����칤�S������̼Ӌ�����ڵĿ��ڔ_�������Ć��}��������ijơ�����칤�S���쌍����B��һ�N�^�ͳɱ��Ķ�����̼Ӌ��������ԓ����ͨ�^�x�ÿ���������^����V�F����Ӌ�����m������Ӌ���bλ�ã����F���^���ԃr�ȡ�Hi4����׃����_�׃����_Һλ׃����_�ض�׃����
������S��guojia��헭h������Դ��Ҏ�ij��_�ͼ�����ơ�����칤�S�Ķ�����̼���ijɞ�һ���Ҫ��Ӌ��ָ�ˡ�ơ�����칤�S������̼����Ӌ�����O�乤�r�����ձ���ڹ�·��Ӵ������Ӵ����r��Ŀǰ���ȸ��ҹ��S����Î��ضȺ͉����a���Ĝu������Ӌ�M�ЬF��Ӌ�����u������Ӌ���M����ӿ��ɔ_�����������S�ڶ�����̼���潵��ȡ�óɹ��������ܜʴ_���M�ЙM��Ϳv����^��Ӱ��˽������M��
�ܳɱ����ƣ����ȃH���ٔ����S�܉�ʹ���|������ӋӋ��������̼���ġ�����ڙz�y�����Ժͳɱ���ȡ��ƽ�⣬�ҵ����ԃr�ȵĶ�����̼Ӌ�������ɞ�ơ�����a��I���R��һ����ҪӋ���n�}��������ijơ�����칤�S������̼Ӌ���b�ø����^�̞錍������Bһ���ԃr�ȵęz�y������
1��ԭ�ж�����̼Ӌ��ϵ�y����
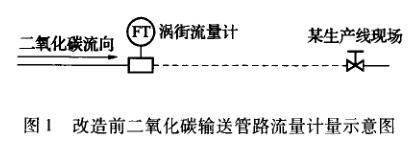
ijơ�����칤�Sԭ�ж�����̼Ӌ�����Î��ضȺ͉����a���Ĝu������Ӌ�z�y����Ҋ�D1���u������Ӌ���b��·���Ӱ����@�����ӹ̶��c�ͷ����z�|��o���@���ơ�����ӵȭh���l��Ӱ��£����܌�������ЧӋ����
�B�m���¸�ۙ������ӳ�����憖�}:
1)���@ʾ���������棬�����a�Ú���������r������Ӌ˲�r�@ʾֵ��20һ300kg/h�������Ͳ���;
2)���@ʾֵ���c���棬�������a��ͣ�a(ʹ�ýK���y�T�P�])������Ӌ˲�r�@ʾֵ����“0�������׃��;
3)����Ӌ�������棬��������̼�����c��������^��ֵ�_��10%���ϡ�
2��2 ��Ӌ���������ݼ���Q��ʩ
2.1 ����Ӌԭ��
�u������Ӌ�ęz�yԭ���ό��M����ӿ��ɔ_����������ʹ�����M�ڸ߶�Ʒ��Ҳ�y�Խ�Q�M����ӆ��}������ӷ������������z�|���{��������Ȼ���������ֻ�ܿ��]�����z�y�O��;��������|������Ӌ���ɏ�ԭ���Ͻ�Q��ӆ��}���������|������Ӌ�r����ͬƷ��ͬ�ڏ��u������Ӌ��2-3����Ŀǰ���ȴ�������S��δ���|������Ӌ���˶�����̼Ӌ�����÷�����
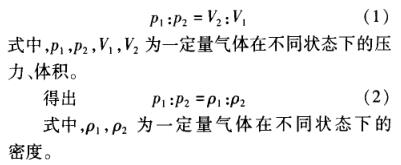
V�F����Ӌ��20���o80������аl�����Ͳʽ����Ӌ���九�����֏����Ŀ����Ğ�Ғ��ڹܾ����ĵ�һ��V���F�w�����h������@�N���Π��c���y�����M����ȣ����Љ��pС�������ԺúͿ��ɔ_�����������c����z�yԭ����D2��ʾ��V�F�w�Ғ��ڹܵ����ģ�����ʹ����̎������Խ��Խ������赸�����������u�ӿ죬�Ķ��_��ʹ����“��”��Ч���������ʽ����Ӌ������̎�ǿյģ�����ʹ����“��”�����V�F����Ӌ�ڂ��y�IJ�x�����˜y���ĵ����ٕr���ܮa�����IJ�����ɔ_�������̱Ȍ�������С�����ʴ_Ӌ������#���c��
ijơ�����칤�S�Lԇ����V�F����Ӌ��������̼Ӌ�������b�{ԇ��V�F����Ӌ�^�u������Ӌ�����ʮ�_����������������Ҫ���F���B�m���a������Ӌ˲�r�����@ʾֵ���ӷ������@�pС����ǰ�����e���@ʾ��������20һ300kg/h�½���20-200kg/h�������@ʾ���c����Ӌ�������}��δ��Ч��Q��Ͷ��ʹ�ú����a���K���y�Tȫ�P�]�r˲�r�����@ʾֵ�������ӣ������“0�;�۷e�����@ʾ���քe����l���a��ݔ�Ͷ�����̼��·�ϵ�����Ӌ��Ӌ���������c������̼�����ͳ�������Ȳ��֕r����Ӌ�����`���5%��
2��2���������M�ɰ��bλ�������Ӌ���ʴ_�Ԇ��}
ͨ�^�����P��ˇ�O���Ų鼰������P�Y�Ϸ������l�F��·(�D3)���������c����Ӌ�����g����һ��ϵ��#�K�ҵ�ԭ��
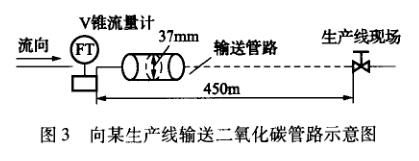
���y�㣬����Ӌ���bλ����ij���a��ʹ�ýK���y�T��450m��·(ֱ��37)���s�ஔ��500L�ݷe�ľ��_���g������ö�����̼�ژ˜ʠ�B(�˜ʴ�≺��20°C)�£��ܶȞ�1. 977=2 (g/L)���ɚ��w�غ㶨��(��·���҃ȱ��أ��ض�׃���ɺ���)
�����F���z�yӛ䛣����a����ͣ���Ú�K���P�]���r��������̼�����·������1-1.1MPa֮�g���ӣ���ȡ�˜ʠ�B�µ��X������P1=0.1MPa���t���������Ͼ��քeȡ�X��������P2=1.1MPa��P3=1.2MPa����̎����������������X������������P2��P3���˜ʠ�B�¶�����̼�ܶ�p=2��g/L������ʽ��2���É����������ޕr���ܶȣ�P2=22��g/L���������������ޕr���ܶ�P3=24g/L��
��·����׃����ɹܵ��ȶ�����̼�|����׃������m
ʽ�У�v������Ӌ���bλ�õ����a��ʹ�ýK���y�T̎��·�ݷe��
ͨ�^����Ӌ��ɵó���ij���a����ͣ�r����·��������һ��ѭ�h(��·������1 MPa���ߵ�1. 1MPa�����½���1 MPa)�^�����мslkg�Ķ�����̼������ӋӋ�������·����׃���ֻص�����Ӌǰ��
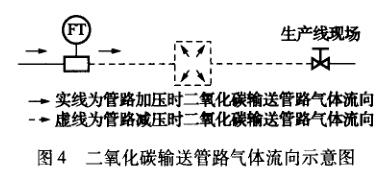
������̼�ڹ�·�߉��r���^����Ӌ�����ʹ�ýK���y�T�P�]���]�ڹ�·�У��ڹ�·�����½��r�����֚��w�ɹ�·�ֻص�����Ӌǰ��·��(Ҋ�D4),������һ�ι�·�Ӊ��r�ٴ���������ӋӋ������˷���Ӌ���������mȻ���a��ʹ�ýK���P�]���F������Ӌ˲�r�@ʾֵ����“0������H�F��˲�r�����@ʾֵ#�߿��_100kg/h���ϣ��������Y��һ�¡����a�r�S��·��������Ҳ���������Ӌ�؏�Ӌ����ֻ�DZ��^ͣ�a�r���Ԕ���С�����װl�X���@Ȼ�@��Ӱ�����ӋӋ���ʴ_�Ե�һ���Ҫԭ��
��ۙ����һ�l���a����������·�^��(�s105m)�����a�B�m��ͣ�a�r�g�̣�������؏�Ӌ��Ӱ��^С��ͨ�^��ۙ�ͷ������x����ӋֵҲ��C���@һ�c��
�C�Ϸ���������`���ԭ��������Ӌ��ʹ�ù�λ֮�g��·�L����·���������������Ӌ��ʹ�ù�λǰ�ܵ��ȶ�����̼���w��“�Ӊ�һ�p��һ�Ӊ�”�^�����؏�Ӌ������ģ��@һ�����c��Ӌ�������B�m���a�r�`��С��ͣ�a�r�`���ĬF���Լ����F��ݔ��·���x�L�����a��ͣ�a�^ݔ��·�̵����a��ͣ�aӰ푴�ĬF��Ҳ���Ǻϵġ�
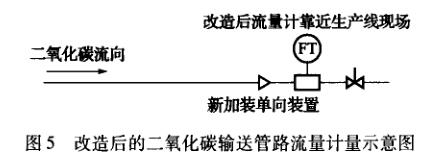
�������Ϸ�����ȡ�˸��M��ʩ:�ڸ�������Ӌ���bλ�ã���һ�α����b���ӽ�ʹ�ýK���y�Tλ�ã�����pС����Ӌ��ʹ�ù�λ�y�T�g�Ĺܵ����_���g���p����ϵ�y����������ɵ��؏�Ӌ��;�ڽӽ�����Ӌ̎��·�ϰ��b�����b�ã��p�����·�����½���ɵĚ��w�������ӣ��Mһ���p�ى���������ɵ��؏�Ӌ��������Ӱ푣�Ҋ�D5
2.3����C
���ɗl���a��������̼����Ӌ��ϵ�y��ʩ������ۙ��������:
1)���@ʾ���������棬�����a�Ú���������r������Ӌ˲�r�@ʾֵ���ӷ�����ԭ��20һ300kg/h�pС��20һ80kg/h ;
2 )���@ʾֵ���c���棬ԭ���������a��ͣ�a�r(�Ú���y�T�P�])������Ӌ˲�r�@ʾֵ����“0”��#��100kg/h���ϣ�����������c;
3)����Ӌ�������棬��������̼�����c��ֱ���Ӌ���^�`����ԭ����10%���ϜpС��2%�ԃȡ�
���]��Ӌ���F�����ڶ�����̼����������С�����\�Еr�g�L����ӵȸɔ_���ض����r��2%�Ŀ��`���ѽ����^����Ġ�B���ò����|������Ӌһ��ijɱ���ȫ�_���A����Ч����
3�Y���Z
������ʹ�õ�V�F����Ӌ�r���cͬ�ڏ��u������Ӌ�ஔ���H��ͬ�ڏ��|������Ӌ��1/2һ1/3��ֻ�茢����Ӌ���b�����mλ�ã����ˆ����y������ȡ�ýӽ��|������Ӌ�ęz�yЧ����������ͬ����a�S������̼Ӌ���ĸ��ԃr�ȷ�����
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַ